
{kind=link}
2019年12月31日
ピニオンの圧入方法と注意点
ピニオンは、モータの軸(シャフト)に取り付け、ギアボックスなどとの間の動力伝達を行う歯車です。DCモータは、単体では回転数が速くトルクが小さすぎるため、回転数を落としトルクを高くするために、ギヤボックスを用います。

ピニオンの取付け方法としては、主に次の方法があります。
- セットスクリュー(イモネジ)
- 圧入
圧入で取付けるタイプは、ピニオンの圧入に失敗するとモータが使用できなくなるリスクがありますので、朱雀技研の組付けサービスをおすすめします。
ピニオン圧入時の注意点
ピニオン圧入を行う時に、おもに次の点にご注意ください。
- モータ軸の長さ
- ギヤボックス内で干渉する場合や、十分に伝達できない場合があるため、長くても短くてもダメです。
- ピニオンの穴径とモータ軸の直径
- ピニオンの圧入量
- 圧入後のモータ軸の変形・偏芯
- RS-380シリーズ 3.17mm軸より細いと変形・偏芯しやすいため要注意です
- 圧入後、ピニオンが割れていないか確認
正しく取り付けられていないと、伝達効率の低下により、電流の増加、モータの停動などの問題につながることがあります。
ピニオン圧入の方法
圧入前の準備
- モータ軸の長さが適切か確認
- 軸が長い場合は、切断加工が必要です。
- 軸が短い場合は、ロングピニオンなど長さを補うピニオンが必要です。
- モータ軸とピニオン穴径が正しいか確認
- ギヤボックスのカタログや、手持ちのモータとピニオンから確認してください。
- モータへの圧入量の確認
- 圧入量に合わせたスペーサを用意すると良いです。
- 接着剤の塗布
- 接着剤についてはこちらをご覧ください。
- 接着剤は、圧入する直前に塗布してください。
バイスを使用する場合
- モータ軸とピニオンの穴を合わせ、バイスに軽く挟む。
- モータの端子がある側も、きちんと軸を挟んでください。
- バイスの形状によってはスペーサが必要です。
- 軽く挟んだ状態で、モータ軸とピニオンが一直線になっているか目視で確認する。
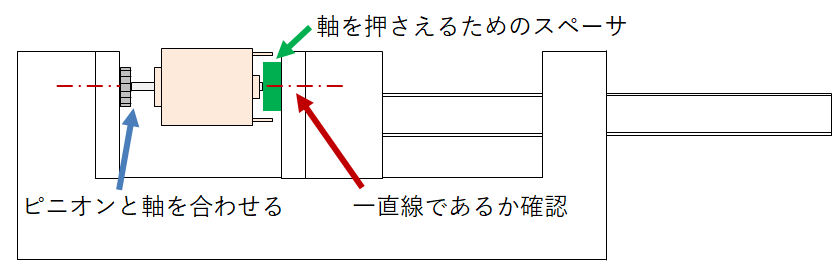
- 一直線であれば、バイスを少しずつ締め、圧入を行う。
- 偏芯などが気になれば、随時確認してください。
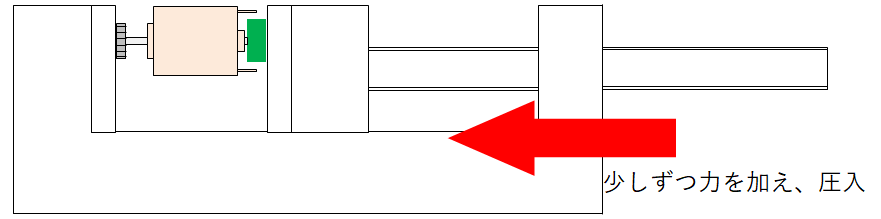
- 目標圧入量近くまで来たら、一度バイスから外し、寸法を確認
- 慎重に目標圧入量まで圧入
- 圧入後は変形・偏芯がないか確認
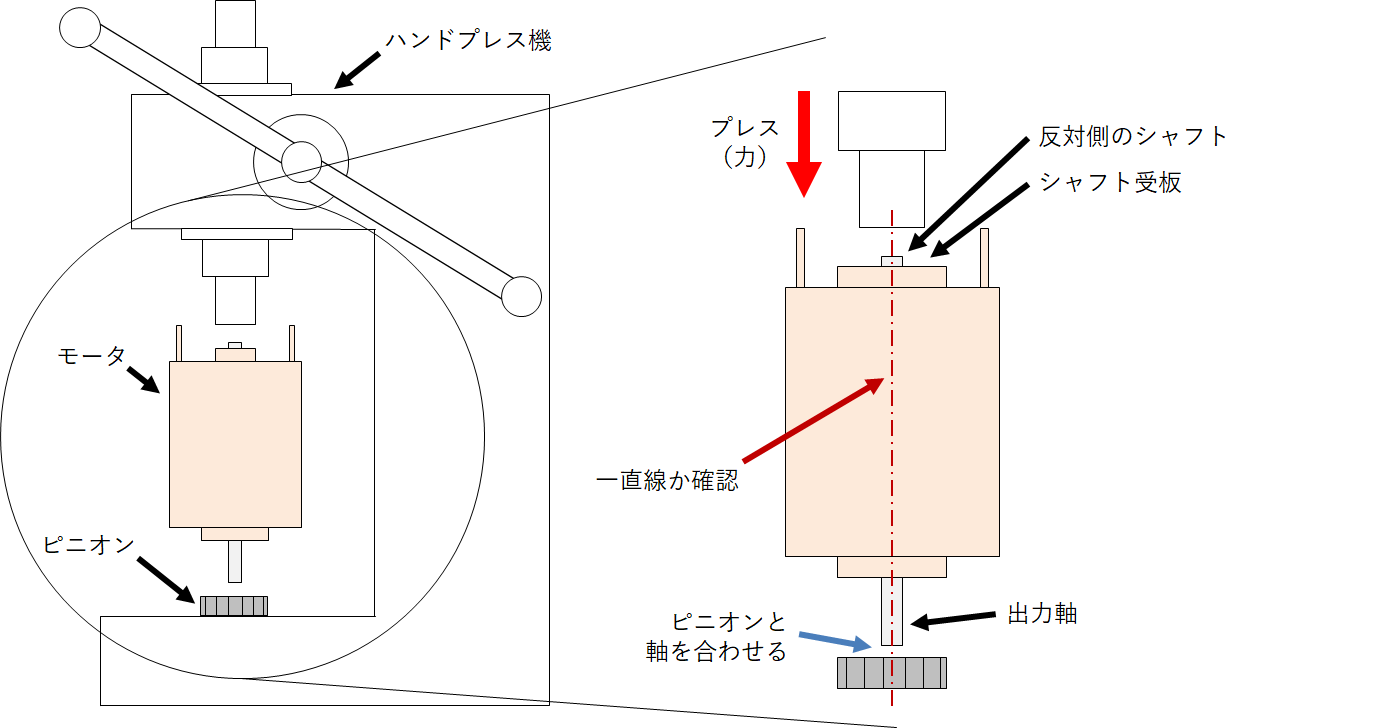
ハンドプレス機を使用する場合
- 下図のようにピニオンをハンドプレス機の上に置く。
- モータの出力軸を下にして保持する。
- ピニオンに対して、モータの出力軸が垂直になっていることを確認してください。
- ハンドプレスにて出力軸と反対側のシャフトにハンドプレスでゆっくりと力を加えて圧入
- シャフト受板やケースに圧力を加えると壊れる場合があります
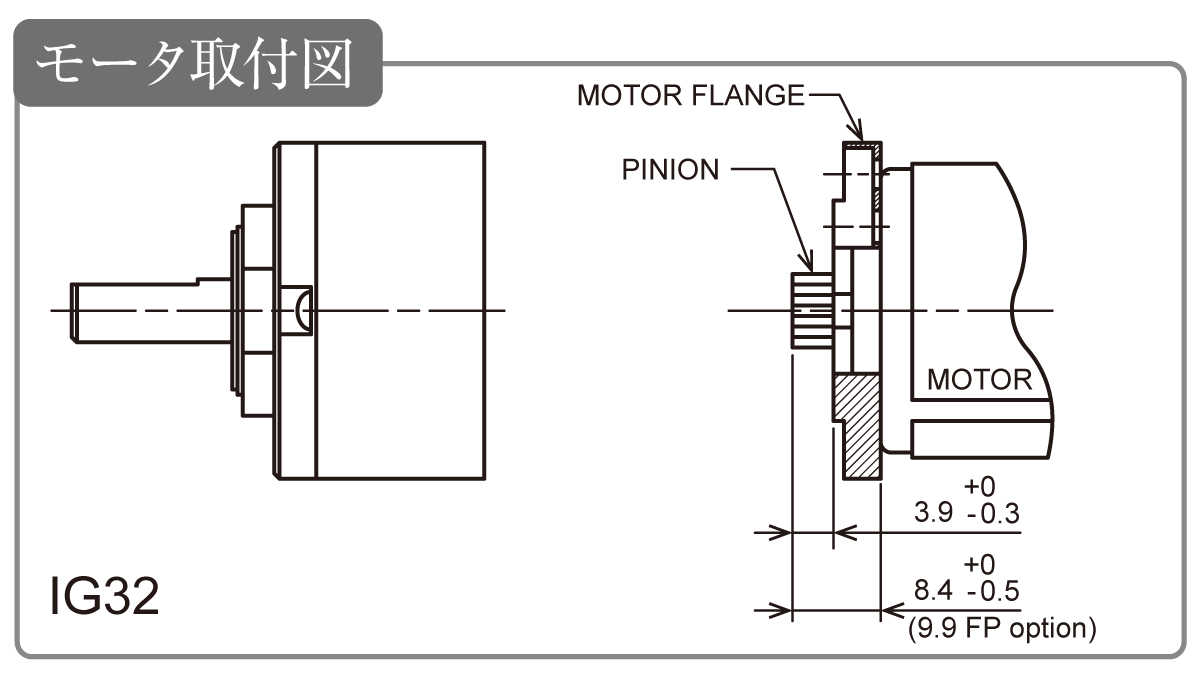
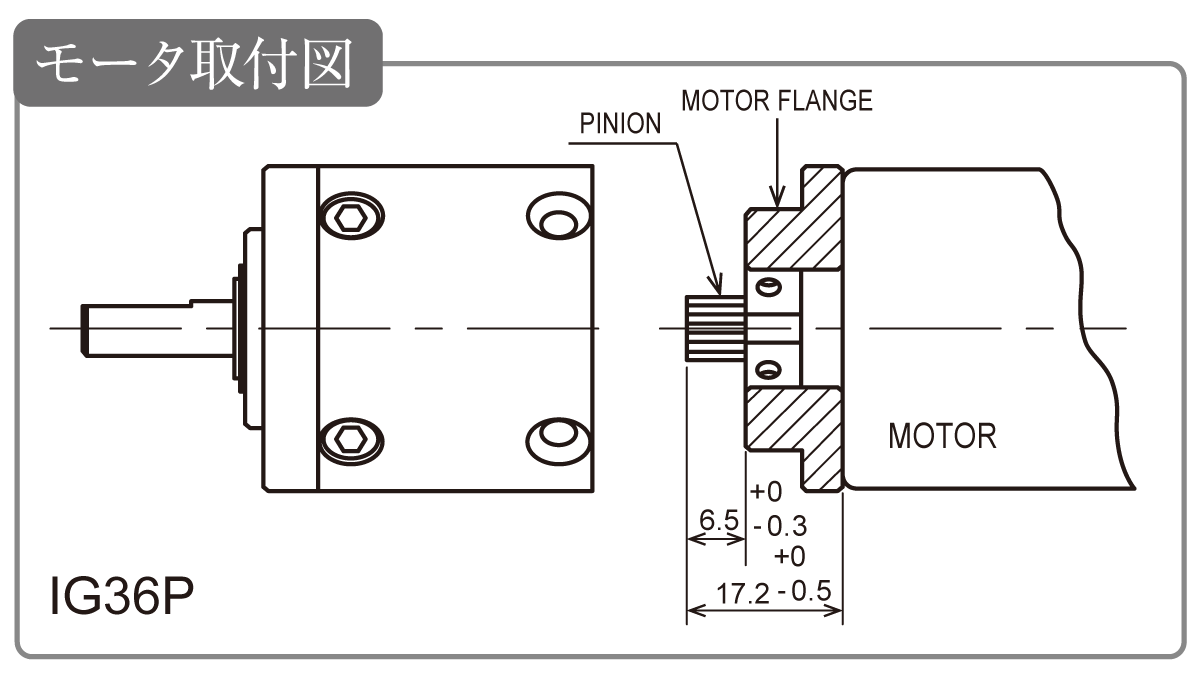
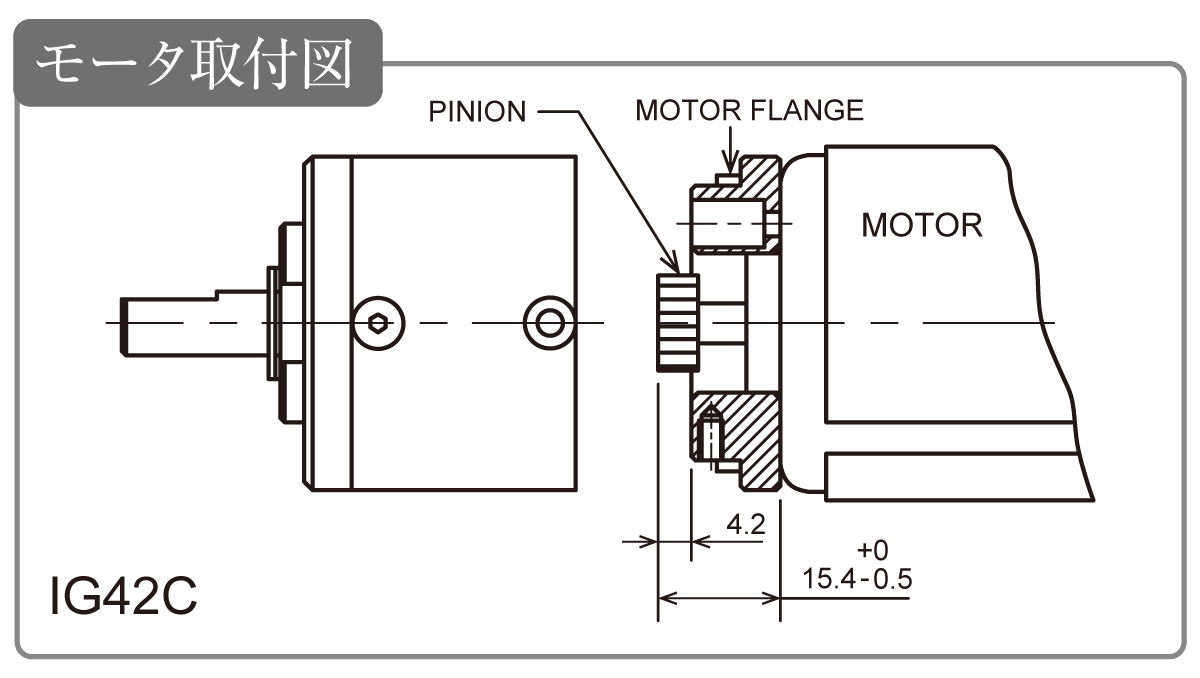
ピニオンの圧入量
詳しい圧入量については、こちらからそれぞれのギヤボックスのモータ取付図を確認してください。
朱雀技研の組付けサービスのご案内
朱雀技研の取り付けサービスでは、おもに次の手順でモータとギヤボックスの取り付けを行っています。適時工程の改善をしていますので、実際とは少し異なります。
- モータに定格電圧を印加し、初期電流値の確認
- モータ軸の長さを確認し、必要な場合は軸の切断加工
- 切断時は、切断後にモータに定格電圧を印加し電流値を確認
- ピニオンの内側に接着剤を塗布
- 接着剤についてはこちらをご覧ください
- 圧入量に合わせたスペーサを用い、プレス機でピニオンをモータ軸へ圧入
- 圧入後、検査用スペーサを用い、圧入量が正しいか測定検査
- モータ軸が変形・偏芯していないか、静止及び低速回転にて目視確認
- モータとギアボックスを組付け
- 組付け後のギヤードモータに定格電圧を印加し検査
- 回転確認
- 電流値の確認
- 異音・異常振動がないか確認
- 洗浄を行い梱包・出荷
参考
関連記事